





Choisissez une catégorie
- Postes à souder
- Nettoyant pour cordons de soudure
- Positionneurs de soudage
- Dégrippeurs à induction
- Découpeur plasma
- Chargeurs et démarreurs
- Accessoires de gaz
- Refroidisseurs de soudage
- Chariot
- Masque de soudage
- Consommables soudage
- Chimie
- Torche de soudage
- Abrasives
- Produits de sécurité
- Pièces de rechange
- Accessoires de soudage
- Appareils et outils
- Pneumatique
 Nouveautés
Nouveautés- Promotions
Poste à souder inverter Sherman DIGITIG 225GD AC/DC MIX









Prix régulier:
product unavailable
Description
⚡ Poste à souder inverter Sherman DIGITIG 225GD AC/DC MIX
DIGITIG 225GD AC/DC MIX est un poste à souder inverter numérique de classe professionnelle, conçu pour le soudage avec les procédés TIG AC/DC, TIG MIX et MMA. L’appareil est fabriqué en technologie IGBT et équipé d’une commande numérique par microprocesseur MCU, permettant un réglage précis des paramètres de soudage, des caractéristiques de l’arc, du mode pulsé et du fonctionnement en courant alternatif AC.
Le poste permet de souder l’acier, l’acier inoxydable, l’aluminium ainsi que les métaux non ferreux. Grâce à la fonction AC/DC MIX, l’appareil combine les avantages du courant continu et du courant alternatif, assurant un arc stable, une bonne pénétration et un nettoyage efficace de la surface lors du soudage de l’aluminium et de ses alliages.
✅ Caractéristiques principales de l’appareil
- Soudage avec les procédés TIG HF, TIG Lift, TIG MIX et MMA.
- Prise en charge du courant continu DC, du courant alternatif AC et du courant mixte AC/DC MIX.
- Technologie inverter IGBT assurant une haute efficacité et une grande stabilité de fonctionnement.
- Commande numérique des paramètres de soudage par microcontrôleur MCU.
- Possibilité de souder l’aluminium, l’acier inoxydable, l’acier au carbone et les métaux non ferreux.
- Amorçage sans contact de l’arc TIG HF et amorçage par contact TIG Lift.
- Réglage du pulse TIG : fréquence, largeur d’impulsion et courant de base.
- Réglage des paramètres AC : fréquence AC, balance AC et forme d’onde.
- Fonction MIX TIG pour le soudage en courant mixte AC/DC.
- Modes de fonctionnement de la torche : 2T, 4T et soudage par points SPOT.
- Fonctions MMA : VRD, Hot Start et Arc Force.
- Mémoire de 10 ensembles de réglages des paramètres de soudage.
- Fonction Fan Stop limitant le fonctionnement du ventilateur lorsque l’appareil n’est pas fortement sollicité.
- Protection thermique contre la surchauffe.
- Possibilité de commande à distance.
✅ Application
Le poste à souder DIGITIG 225GD AC/DC MIX convient aux ateliers professionnels de serrurerie, de production, de maintenance, aux garages automobiles ainsi qu’aux travaux de montage. Grâce aux modes AC, DC et MIX, l’appareil est adapté au soudage d’éléments en acier, en acier inoxydable, en aluminium et en métaux non ferreux.
L’appareil peut être utilisé aussi bien pour le soudage TIG précis de matériaux fins que pour les travaux de réparation ou de construction avec des électrodes enrobées en mode MMA.
✅ Procédés de soudage
TIG HF – soudage avec électrode tungstène sous protection de gaz inerte avec amorçage sans contact de l’arc à l’aide d’un ioniseur haute fréquence. Cette solution réduit le risque de contamination de l’électrode tungstène et du matériau soudé, car l’électrode ne doit pas toucher la surface de la pièce.
TIG Lift – soudage TIG avec amorçage de l’arc par contact. Ce mode ne génère pas d’impulsions haute fréquence, il est donc utile dans les environnements sensibles aux interférences, par exemple à proximité d’électronique, de commandes CNC ou dans les ateliers automobiles.
TIG MIX – soudage en courant mixte, combinant le courant continu DC et le courant alternatif AC. Cette fonction permet d’obtenir un arc stable et concentré, une pénétration plus profonde et un nettoyage efficace de la surface. Elle est particulièrement adaptée au soudage de l’aluminium et de ses alliages.
MMA – soudage à l’électrode enrobée. Ce mode est destiné aux travaux de montage, de réparation et de construction, lorsque la polyvalence et la possibilité d’utiliser différents types d’électrodes sont importantes.
✅ Fonction AC/DC MIX
Le mode AC/DC MIX permet d’utiliser alternativement le courant continu et le courant alternatif pendant le soudage TIG. L’augmentation de la part du courant DC permet d’obtenir un arc plus stable et plus concentré, une pénétration plus importante, un cordon plus étroit et un meilleur contrôle du bain de fusion. Une part plus élevée de courant AC assure quant à elle un arc plus large, un nettoyage de surface plus efficace et une pénétration moins profonde.
Le réglage de la fréquence MIX permet d’adapter le comportement de l’arc au type de matériau et à la qualité de soudure attendue. Une fréquence plus élevée améliore la stabilité de l’arc, augmente la pénétration, rétrécit le cordon et réduit les projections.
✅ Réglage de la forme d’onde AC
L’appareil permet de sélectionner la forme d’onde du courant AC, ce qui permet d’adapter les caractéristiques de l’arc au type de matériau et à l’épaisseur de la pièce.
- Onde carrée – forme d’onde universelle, la plus souvent utilisée pour souder différents matériaux. Elle apporte davantage de chaleur dans la zone de soudage et assure une pénétration plus profonde.
- Onde sinusoïdale – caractéristique classique de l’arc, proche des postes à souder transformateurs. Adaptée aux utilisateurs préférant un comportement traditionnel de l’arc.
- Onde triangulaire – particulièrement recommandée pour les matériaux fins, lorsque la limitation de l’apport thermique dans la pièce est importante.
✅ Fonctions TIG
- Pre Flow – pré-gaz avant l’amorçage de l’arc, assurant la protection de l’électrode tungstène et de la zone de départ du soudage.
- Start Amps – courant initial facilitant l’amorçage de l’arc et le contrôle du début du cordon.
- Start Amps Time – durée du courant initial.
- Up Slope – temps de montée du courant depuis la valeur initiale jusqu’au courant de soudage.
- Peak Amps – courant de soudage ou courant de crête en mode pulsé.
- Peak On Time – largeur d’impulsion influençant la quantité de chaleur et la profondeur de pénétration.
- Base Amps – courant de base, c’est-à-dire la valeur inférieure du courant en soudage pulsé.
- Pulse Frequency – fréquence d’impulsion régulant les transitions entre le courant de crête et le courant de base.
- AC Frequency – fréquence du courant alternatif, particulièrement importante lors du soudage de l’aluminium.
- AC Balance – balance AC réglant le rapport entre les phases positive et négative, avec influence sur le nettoyage de surface, la largeur du cordon et la profondeur de pénétration.
- Down Slope – temps de descente du courant permettant de contrôler la fin du cordon.
- End Amps – courant de cratère permettant de remplir l’extrémité du cordon.
- End Amps Time – durée du courant de cratère.
- Post Flow – post-gaz après l’extinction de l’arc, protégeant le cordon en cours de refroidissement et l’électrode tungstène contre l’oxydation.
- SPOT On Time – temps réglable de soudage par points.
- SPOT Interval Time – pause réglable entre les cycles de soudage par points.
✅ Fonctions MMA
VRD – fonction réduisant la tension à vide. Elle augmente la sécurité de travail en limitant le risque de choc électrique. La pleine tension est rétablie juste avant l’amorçage de l’arc.
Hot Start – fonction de démarrage à chaud qui augmente temporairement le courant pendant l’amorçage de l’arc. Elle facilite le début du soudage et réduit le risque de collage de l’électrode au matériau.
Arc Force – réglage de la dynamique de l’arc. L’augmentation de la valeur permet une pénétration plus profonde et facilite le soudage avec un arc court, tandis que les réglages plus faibles donnent un arc plus doux et une pénétration moins importante.
✅ Modes de fonctionnement de la torche
2T – mode deux temps. Le soudage s’effectue lorsque le bouton de la torche est maintenu enfoncé. Le relâchement du bouton termine le processus de soudage.
4T – mode quatre temps. Après avoir appuyé puis relâché le bouton de la torche, le soudage se poursuit sans qu’il soit nécessaire de maintenir le bouton enfoncé. Une nouvelle pression sur le bouton lance la séquence de fin du soudage.
SPOT – mode de soudage par points avec réglage du temps de soudage et de la pause entre les points successifs.
✅ Mémoire des réglages
Le poste à souder dispose d’une mémoire des derniers paramètres utilisés ainsi que de la possibilité d’enregistrer 10 ensembles complets de réglages. Cette fonction facilite le retour rapide aux configurations éprouvées pour des matériaux, des épaisseurs de pièces ou des travaux de soudage répétitifs spécifiques.
✅ Refroidissement et protections
L’appareil est équipé de la fonction Fan Stop, qui arrête le ventilateur après la fin du soudage et le refroidissement de l’appareil. Le ventilateur redémarre automatiquement sous charge. Cette solution réduit le bruit, limite l’aspiration de poussière à l’intérieur du poste et améliore le confort de travail.
Le poste à souder possède également une protection thermique. En cas de surchauffe, l’appareil coupe automatiquement le courant de soudage, le voyant O.C. s’allume et le message « Err » apparaît à l’écran. Après la baisse de température, la protection se réinitialise automatiquement.
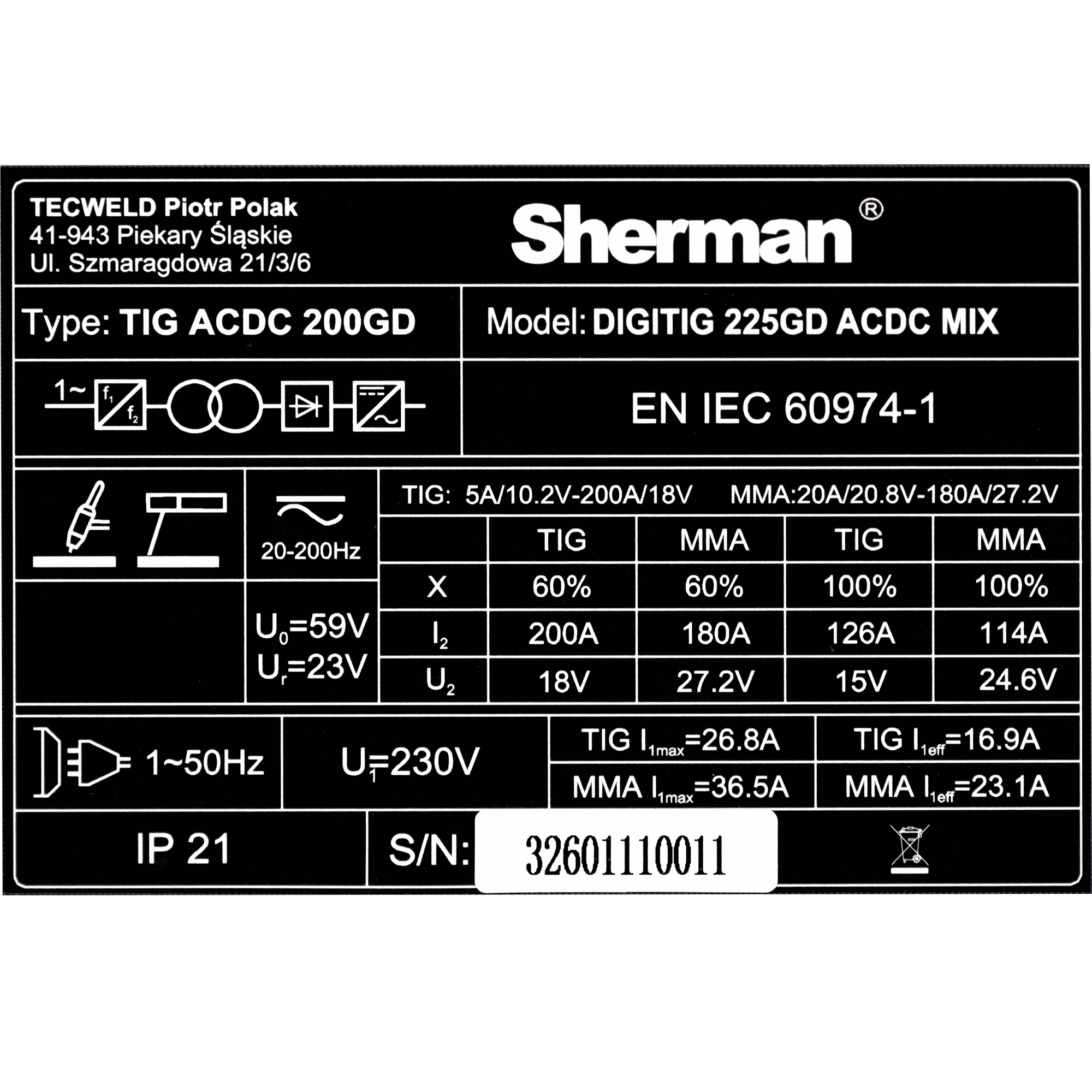
✅ Données techniques du poste à souder
| Paramètre | Valeur |
|---|---|
| Tension d’alimentation | AC 230 V ±10%, 50 Hz |
| Consommation maximale de puissance | MMA : 6,6 kVA / TIG : 4,2 kVA |
| Courant de soudage nominal / facteur de marche | MMA : 180 A / 60% ; TIG : 200 A / 60% |
| Tension nominale à vide | 23 V VRD / 59 V |
| Consommation maximale de courant | MMA : 36,5 A / TIG : 26,8 A |
| Protection du réseau | 25 A |
| Indice de protection | IP21 |
| Dimensions | 455 x 195 x 415 mm |
| Poids sans accessoires | 18,5 kg |
✅ Plages de réglage des paramètres
| Paramètre | Plage de réglage |
|---|---|
| Arc Force | 0 – 100 A |
| Hot Start | 0 – 50 A |
| Pré-gaz | 0,1 – 3 s |
| Post-gaz | 0 – 15 s |
| Montée du courant | 0 – 15 s |
| Descente du courant | 0 – 25 s |
| Courant initial | 5 – 200 A |
| Durée du courant initial | 0 – 10 s |
| Courant de soudage MMA | 20 – 180 A |
| Courant de soudage TIG DC | 5 – 200 A |
| Courant de soudage TIG AC | 10 – 200 A |
| Courant de base | 5 – 95% du courant de soudage |
| Courant de cratère | 10 – 200 A |
| Durée du courant de cratère | 0,1 – 10 s |
| Fréquence d’impulsion | 0,5 – 200 Hz |
| Largeur d’impulsion | 10 – 90% |
| Fréquence AC | 20 – 200 Hz |
| Balance AC | 20 – 80% |
| Fréquence du courant mixte MIX | 0,1 – 10 Hz |
| Balance du courant mixte MIX | 10 – 90% |
| Temps de soudage par points | 0,1 – 10 s |
| Temps de pause pendant le soudage par points | 0 – 10 s |
✅ Paramètres de la torche TIG
| Paramètre | Valeur |
|---|---|
| Type de torche | T-26 |
| Capacité maximale en courant | 200 A |
| Débit de gaz | 10 – 20 l/min |
| Amorçage de l’arc | Sans contact HF |
| Longueur de la torche | 4 m |
✅ Conditions de fonctionnement
- Plage de température ambiante : de -10°C à +40°C.
- Humidité relative de l’air : jusqu’à 80%.
- Pression atmosphérique : 860 – 1060 hPa.
- Altitude de fonctionnement : jusqu’à 1000 m au-dessus du niveau de la mer.
- Fluctuations admissibles de la tension d’alimentation : jusqu’à ±10%.
- L’appareil est destiné à une utilisation en intérieur ; l’indice de protection IP21 ne permet pas une utilisation sous la pluie.
✅ Contenu du kit
- Source de soudage DIGITIG 225GD AC/DC MIX – 1 pièce.
- Torche TIG – 1 pièce.
- Câble de masse avec pince – 1 pièce.
- Manuel d’utilisation – 1 pièce.
- Emballage – 1 pièce.
✅ Résumé
DIGITIG 225GD AC/DC MIX est un poste à souder TIG AC/DC avancé avec fonction de courant mixte, destiné aux utilisateurs qui exigent une large plage de réglage des paramètres et une haute qualité de soudure. L’appareil combine la précision du soudage TIG, la fonctionnalité MMA, la commande numérique, la mémoire des réglages ainsi qu’un réglage étendu du courant AC, du pulse et du mode MIX.
Grâce à une plage de courant allant jusqu’à 200 A en TIG, à la possibilité de souder l’aluminium et aux fonctions favorisant la stabilité de l’arc, ce modèle convient aux applications en atelier, en production et en service.